Итиево-йонните батерии имат широк спектър от приложения. Според класификацията на областите на приложение, те могат да бъдат разделени на батерии за съхранение на енергия, батерии за захранване и батерии за потребителска електроника.
- Батерии за съхранение на енергия обхващат съхранение на комуникационна енергия, съхранение на електроенергия, разпределени енергийни системи и др.;
- Батериите за захранване се използват главно в областта на енергетиката, обслужвайки пазара, включително превозни средства с нова енергия, електрически мотокари и др.;
- Батериите за потребителска електроника обхващат потребителската и индустриалната област, включително интелигентно измерване, интелигентна сигурност, интелигентен транспорт, интернет на нещата и др.
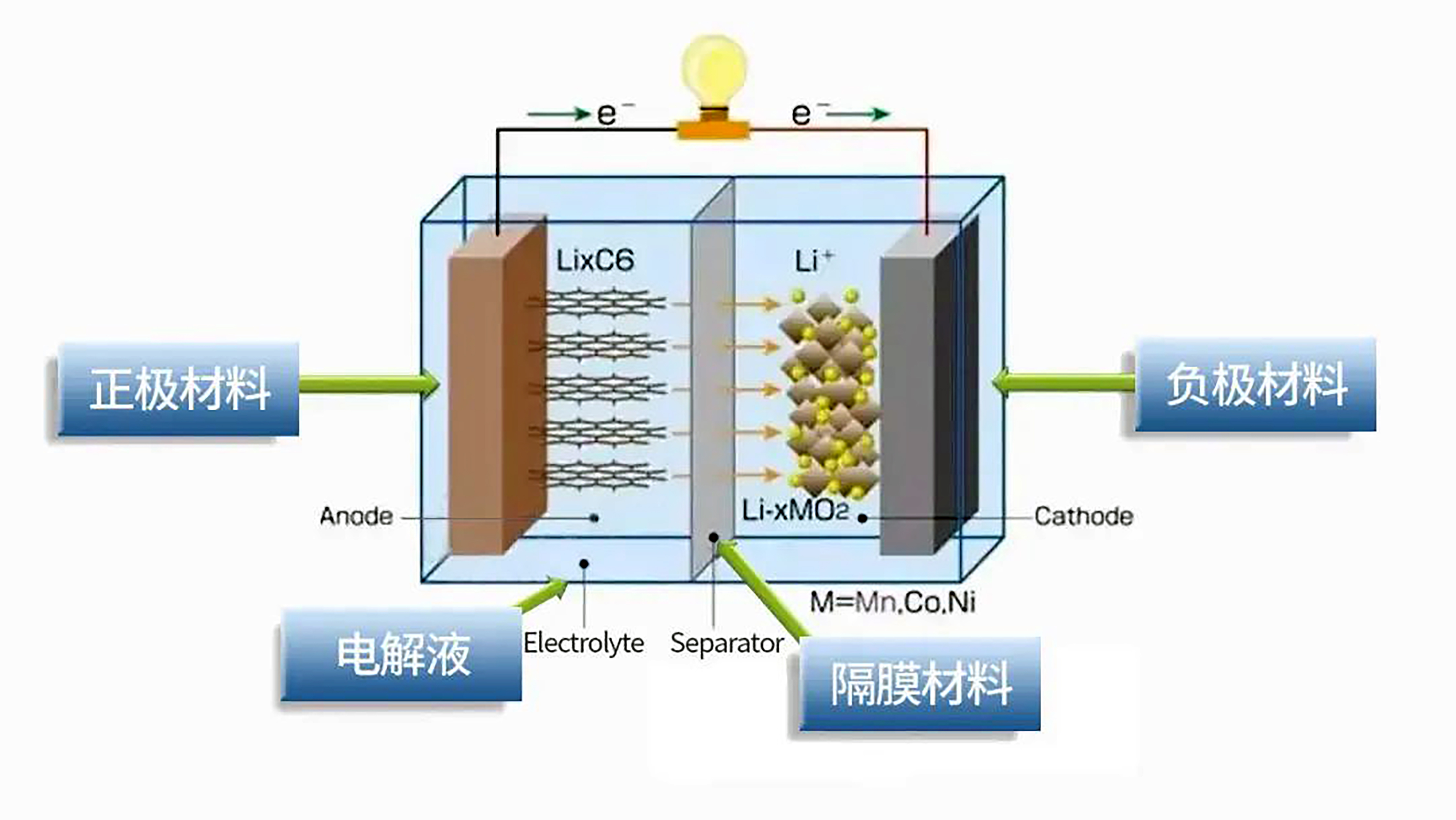
Литиево-йонната батерия е сложна система, съставена главно от анод, катод, електролит, сепаратор, токоприемник, свързващо вещество, проводим агент и т.н., включваща реакции, включително електрохимична реакция между анода и катода, литиево-йонна проводимост и електронна проводимост, както и дифузия на топлина.
Производственият процес на литиеви батерии е сравнително дълъг и включва повече от 50 процеса.
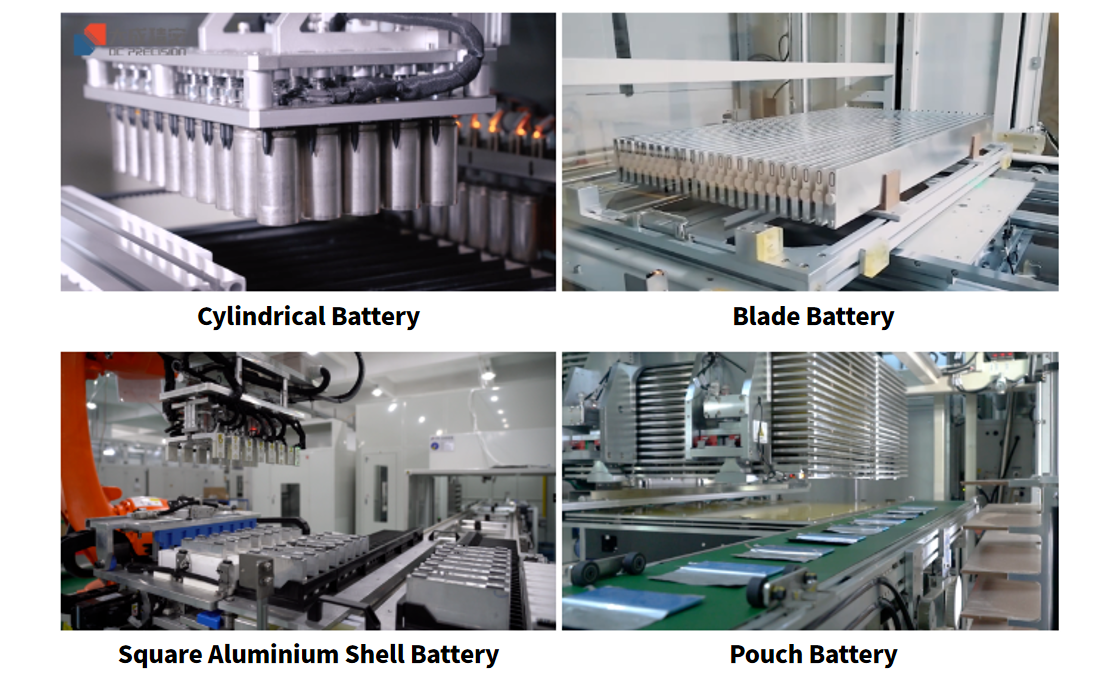
Литиевите батерии могат да бъдат разделени на цилиндрични батерии, батерии с квадратна алуминиева обвивка, батерии тип „торбичка“ и батерии тип „лопатка“ според формата им. Има някои разлики в производствения им процес, но като цяло производственият процес на литиеви батерии може да бъде разделен на предварителен процес (производство на електроди), междинен процес (синтез на клетки) и заден процес (формиране и опаковане).
В тази статия ще бъде представен процесът на производство на литиеви батерии.
Производствената цел на предварителния процес е да завърши производството на електрод (анод и катод). Основните процеси включват: суспензиране/смесване, нанасяне на покритие, каландриране, нарязване и щанцоване.
Смесване/Разбъркване
Смесването/суспендирането е равномерно смесване на твърдите материали на анода и катода на батерията, след което се добавя разтворител, за да се получи суспензия. Смесването на суспензията е началната точка на предния край на линията и е прелюдия към завършването на последващите процеси на покритие, каландриране и други.
Суспензията от литиеви батерии се разделя на суспензия от положителни електроди и суспензия от отрицателни електроди. Активните вещества, проводимият въглерод, сгъстителят, свързващото вещество, добавката, разтворителят и др. се добавят в смесителя в пропорционално съотношение. Чрез смесване се получава равномерно разпределение на твърдо-течната суспензия за покритие.
Висококачественото смесване е основата за висококачествено завършване на последващия процес, което пряко или косвено ще повлияе на безопасността и електрохимичните характеристики на батерията.
Покритие
Нанасянето на покритие е процес на нанасяне на положителния активен материал и отрицателния активен материал върху алуминиево и медно фолио съответно и комбинирането им с проводими агенти и свързващо вещество, за да се образува електроден лист. След това разтворителите се отстраняват чрез сушене във фурна, така че твърдото вещество да се свърже със субстрата, за да се образува бобина от положителен и отрицателен електроден лист.
Катодно и анодно покритие
Катодни материали: Съществуват три вида материали: ламинирана структура, шпинелна структура и оливинова структура, съответстващи съответно на тройни материали (и литиев кобалтат), литиев манганат (LiMn2O4) и литиев железен фосфат (LiFePO4).
Анодни материали: В момента анодните материали, използвани в търговските литиево-йонни батерии, включват главно въглеродни и невъглеродни материали. Сред тях въглеродните материали включват графитен анод, който е най-използваният в момента, както и неподреден въглероден анод, твърд въглерод, мек въглерод и др.; невъглеродните материали включват силициев анод, литиев титанат (LTO) и др.
Като основно звено в процеса на предварителна обработка, качеството на изпълнение на процеса на нанасяне на покритие оказва силно влияние върху консистентността, безопасността и жизнения цикъл на готовата батерия.
Каландиране
Покритият електрод се уплътнява допълнително с валяк, така че активното вещество и колекторът да са в тесен контакт един с друг, намалявайки разстоянието на движение на електроните, намалявайки дебелината на електрода и увеличавайки товароносимостта. В същото време, това може да намали вътрешното съпротивление на батерията, да увеличи проводимостта и да подобри коефициента на използване на обема на батерията, за да увеличи капацитета ѝ.
Плоскостта на електрода след процеса на каландриране ще повлияе пряко върху ефекта от последващия процес на нарязване. Еднородността на активното вещество на електрода също косвено ще повлияе на производителността на клетката.
Разрязване
Разрязването е непрекъснато надлъжно рязане на широка електродна намотка на тесни резени с необходимата ширина. При разрязването електродът се подлага на срязващо действие и се чупи. Равността на ръбовете след разрязване (без грапавини и огъване) е ключова за проверка на производителността.
Процесът на изработване на електрод включва заваряване на електродния уплътнител, нанасяне на защитна самозалепваща хартия, опаковане на електродния уплътнител и използване на лазер за изрязване на електродния уплътнител за последващия процес на навиване. Щанцоването е щанцоване и оформяне на покрития електрод за последващ процес.
Поради високите изисквания за безопасност на литиево-йонните батерии, точността, стабилността и автоматизацията на оборудването са силно изисквани в процеса на производство на литиеви батерии.
Като лидер в оборудването за измерване на литиеви електроди, Dacheng Precision пусна на пазара серия от продукти за измерване на електроди в предния край на процеса на производство на литиеви батерии, като например рентгенов/β-лъчев измервател на площна плътност, CDM измервател на дебелина и площна плътност, лазерен измервател на дебелина и т.н.

- Супер рентгенов измервател на площна плътност
Той е адаптивен за измерване на ширина на покритие над 1600 мм, поддържа ултрависокоскоростно сканиране и открива детайлни характеристики като изтъняващи зони, драскотини и керамични ръбове. Може да помогне при нанасяне на покрития в затворен цикъл.
- Рентгенов/β-лъчев апарат за площна плътност
Използва се в процеса на покритие на електродите на батериите и в процеса на керамично покритие на сепаратора за провеждане на онлайн тестване на площната плътност на измервания обект.
- CDM измервател на дебелина и площна плътност
Може да се приложи в процеса на нанасяне на покритие: онлайн откриване на детайлни характеристики на електроди, като например пропуснато покритие, недостиг на материал, драскотини, контури на дебелината на изтъняващи зони, откриване на дебелина по AT9 и др.;
- Многокадрова синхронна система за проследяване на измервателни уреди
Използва се за процеса на нанасяне на покритие на катод и анод на литиеви батерии. Използва множество сканиращи рамки за извършване на синхронни проследяващи измервания върху електродите. Петрамковата синхронна проследяваща измервателна система е способна да инспектира мокрия филм, нетното количество покритие и електрода.
- Лазерен дебеломер
Използва се за откриване на електрода в процеса на нанасяне на покритие или каландриране на литиеви батерии.
- Офлайн измервател на дебелина и размери
Използва се за откриване на дебелината и размера на електродите в процеса на нанасяне на покритие или каландриране на литиеви батерии, което подобрява ефективността и консистенцията.
Време на публикуване: 31 август 2023 г.




